
Раскрой является одним из самых важных звеньев в любом текстильном производстве. И если раньше единственным инструментом для выполнения этой процедуры были ножницы, то сегодня для полноценной работы каждому предприятию необходимо профессиональное раскройное швейное оборудование. От уровня его сборки и функционала будет зависеть не только качество будущей продукции, но и экономия материала, а равно рентабельность и прибыль организации.

Передвижные и стационарные раскройные машины
Современный рынок предлагает несколько разновидностей таких установок и агрегатов, в которых порой сложно разобраться. Рассмотрим подробно, какие существуют виды станков и в чем их отличие. В швейном производстве используются три основных типа машин:
- передвижные механизмы с вертикальным режущим полотном;
- передвижные механизмы дисковые;
- стационарные машины.
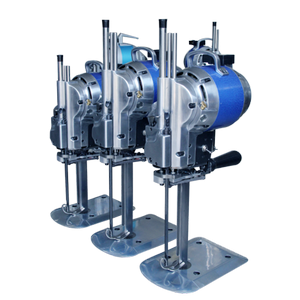
Передвижные с вертикальным ножом
В передвижных установках с вертикальным ленточным резаком раскрой производится за счет возвратно-поступательного движения стальной ленты: нож движется по разметочной линии на наружной стороне ткани. За счет этого обеспечивается более точное совпадение размеров отсекаемых элементов на внутренней и внешней стороне. Но, из-за возвратно-поступательных движений, края выходят рваными. Такие устройства применяются, как правило, для обработки крупных изделий из плотной ткани.
Передвижные дисковые

Стационарные
Рабочий режущий элемент стационарной установки – это металлический нож, изготовленный в виде замкнутой в кольцо ленты, которая в свою очередь туго натянута на ведущие шкивы агрегата. Существуют машины с двумя, тремя или четырьмя шкивами. От количества шкивов зависит и рабочий вылет станка – расстояние от режущей ленты до боковой станины агрегата. Срез на стационарных машинах получается менее точный, чем на передвижных, так как необходимо вручную передвигать и направлять тканевое полотно, чтобы нож шел по линии разметки.
Вырубочное оборудование
Вырубка тканевых элементов на данном раскройном оборудовании выполняется за счет прессования, где исполнительным инструментом выступает тонкий металлический нож. Существуют станки для вырубки одинарных частей или сразу нескольких отдельных деталей, в случае использования групповых резаков. Процедура может выполняться двумя способами:
- катковым;
- валичным.
В первом случае, вырубка производится за счет прохождения ткани между режущими элементами станка и специальными валиками. Во втором, обрабатываемый материал проходит через два синхронно вращающихся валика – ножевой (режущий) и прижимной. В ходе процедуры на режущий валик устанавливаются, соответствующие контурам будущих деталей, ножи. Процесс вырубания способен обеспечить точный раскрой, что очень важно при изготовлении мелких элементов – рукавиц, воротников, небольших прокладок для верхней одежды и т.п.
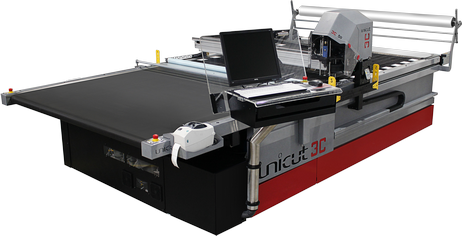
Автоматизированное раскройное оборудование
стол для укладки материала и раскроя;
режущий элемент – специальная головка;
фиксаторы и уплотнители для крепления материала на раскройном столе;
механизмы, обеспечивающие движение резака;
Принцип работы такого комплекса основан на перемещающейся вдоль раскройного стола специальной рамы или портала. По размерам она точно соответствует самому столу. По этой раме, поперек рабочей поверхности стола, движется режущая головка. Вырезание тканевых элементов обеспечивается возвратно-поступательным движением ленты, благодаря перпендикулярному вращению резака относительно портала. Преимущества данного раскройного оборудования для швейного производства в том, что при необходимости резак можно отключать и перемещать, направляя при помощи рамы в любое место на поверхности стола.
Раскрой материалов лучом лазера и плазменной дугой
Резка ткани при помощи лазера и плазмы выполняется на автоматизированном производственном оснащении в один слой. Ткань подается прямо из рулона на транспортировочной ленте. Это считается одним из самых эффективных видов раскроя, так как однослойная резка сводит к минимуму размер незаконченного производства и исключает проблему несовпадения оттенков изделий.
Резка ткани лазером

Такой способ и наиболее экономичный: лекала размещаются вплотную друг другу, без необходимости делать припуск для запаса во время изменения направления резки, как в случае с механической обработкой стальными ножами. Лазер практически полностью исключает повреждения краев ткани – оплавление, что особенно важно при обработке синтетических материалов.
Резка ткани плазмой
Под данным видом обработки подразумевается резка тканей плазмой аргона. Это более безопасный способ по сравнению с использованием лазера. Преимущество этого вида и в том, что установка и механизмы такого раскройного оборудования для ткани требуют минимального технического обслуживания и настройки. В конструкции станка предусмотрены дополнительные устройства для автоматического крепления этикеток на обрабатываемые изделия. Есть также встроенная программируемая система для подгонки рисунков на материалах.
Работа плазменной установки заключается в том, что резка изделий производится с помощью тонкой струи нагретого до 2000 градусов аргона. Скорость подачи аргоновой плазмы достигает 660 метров в секунду. Диаметр газового сопла горелки – около 0,6-0,8мм, ее длина – 5-10мм. Благодаря таким показателям обеспечивается максимально ровный и чистый срез, без повреждения краев материала.

Авансовый раскрой материала
Под данным понятием подразумевается раскройка настила тканевого материала максимально допустимой высоты, с возможностью наиболее рационального использования его длины. Во время авансового кроя применяются длинные настилы полной высоты. Эта особенность обработки сводит к минимуму потери тканевого материала на межлекальные отходы. Благодаря этому, авансовый крой очень популярен при изготовлении унифицированных элементов одежды из подкладочных материалов.
Раскладку прокладочных элементов производят на то количество изделий, которое позволит максимально задействовать всю поверхность настилочных столов и оборудования для раскройного цеха. Для точности учета материалов, при авансовой обработке, запас кроя обычно рассчитывается не больше чем 10 дней.
Раскрой дефектных полотен
Для раскроя дефектных полотен, при выявлении поврежденных элементов, сотрудники цеха наносят на полотно «обмелку», чтобы определить и зафиксировать место обнаруженного дефекта. Затем, после попадания дефектованной части на деталь, на нее накладывается кусок тканевого материала. Из этого куска вырезается новая деталь соответствующих размеров без повреждения, а поврежденная дефектованная убирается.
В случае, если обнаруживается несколько дефектованных элементов, ткань снимается с рабочего настила и укладывается на отдельный стол для индивидуального раскроя. Чтобы быстро найти перекраиваемые элементы, рекомендуется накладывать на них чистый лист бумаги.
Правильный выбор необходимых установок – непростое и ответственное дело, ведь они должны соответствовать требования и возможностям предприятия, его производственным мощностям. Поэтому, чтобы грамотно выбрать и заказать промышленное раскройное или швейное оборудование, лучше проконсультироваться с компетентным специалистом.